Shaft Earthing Device
Damage to main bearings of 2-stroke engines due to spark erosion
The Main En-gine (6S60MC-C) suffered a severe damage to crankshaft and bedplate. This damage occurred due to failure of the main bearing. It was also mentioned in the same circular, how many millions and months the repair of the main engine cost. Below some information about in-vestigations and repair process are explained: The vessel was proceeding in a narrow channel with heavy traffic when suddenly the LO pressure of ME dropped to alarm value due to too high differential pressure (dP) of the LO autofilter. Regretfully the vessel dropped anchor in very inconvenient place and the crew opened the filter for inves-tigations. After non-magnetic parts of the bearing inside the oil filter have been found, there were no further doubts that the ME should not be started again and further investiga-tions were required.
Unfortunately the anchor could not hold the vessel in posi-tion due to strong current and muddy channel ground. The Captain informed traffic control about the situation and requested tug assistance. He was forced to heave up the anchor and to proceed further to a better anchorage place.
The vessel sailed some more minutes with running engine.
During sailing many critical safety alarms were activated (like oil mist in crankcase and LO pressure). Finally the an-chor was dropped again and one tug could reach the vessel.
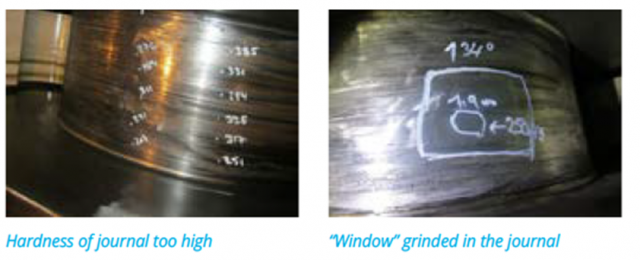
The vessel was towed to a safe harbor and investigations started. When the crankcase was opened, failed bearing was easily identified by burned paint around the bearing saddle. The bearing was opened-up and found turned in-side of the housing and heavy damage to journal and saddle was visible. After complete dismantling the bearing journal was inspected and increased hardness and heat cracks on the surface have been detected. In order to find out, if the journal could still be repaired, a “window” was grinded on the journal surface – after around 2 mm of grinding the hardness dropped to normal and heat cracks disappeared.
It was decided to repair the crankshaft and saddle in situ.

Firstly, all connecting rods were dismantled, pistons with piston rods fixed in TDC position and chains disconnected.
This has to be done in order to free the crankshaft from ten-sions, because it needs to be turned many-many times dur-ing repairs. All main bearings were dismantled and upper shells of the bearings (unworn parts) were installed instead of lower shells, in order to simulate position of crankshaft with new bearings. In addition hand-lubricating system was built for each bearing. Moreover, main journals, adjacent to damaged one, were lifted additionally by shims under bear-ing shells. Thus straight line of crankshaft was established and repairs started.
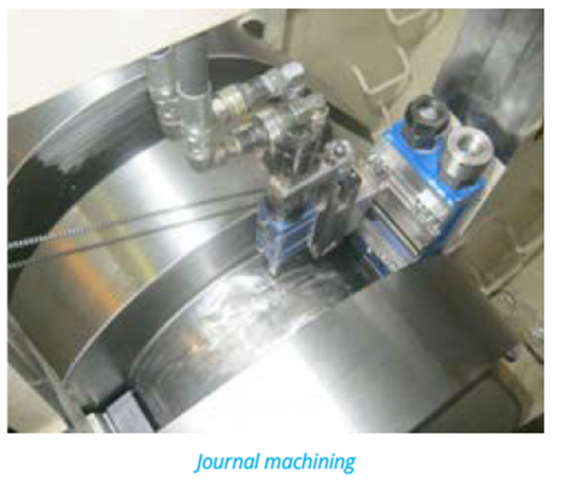
The Danish company Metalock was invited for repairs. They installed a hydraulic milling cutter to machine the journal.
The shaft was turned continuously by a turning gear, while cutter did its job. Finally, journal was machined to the size, when hardness become normal and no more heat cracks were visible, after that journal-webs fillets were machined too. This was “the easiest” part of the job.
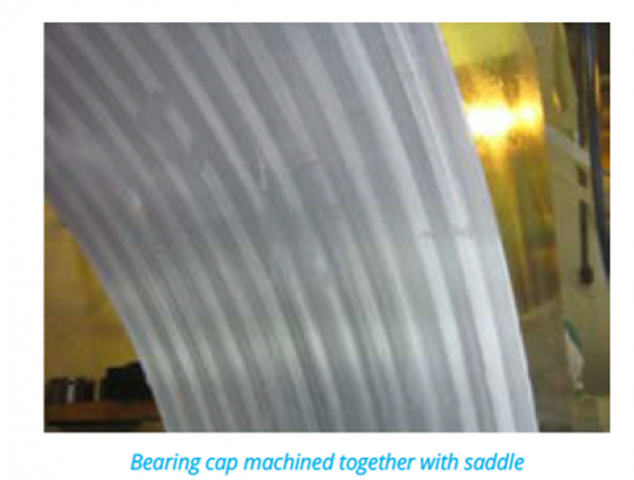
Further main bearing cap (seating surfaces) was machined too, in order to position it correctly before machining of the saddle. Machining of the saddle took much more efforts: A special cutter holder was bonded onto main journal for do-zen of cutters, position and size of cutters could be changed depending of repair progress. It is easy to type in this article, but job itself required removal, installation and tightening of bearing cap after each complete turn of the crankshaft – cutters to be reinstalled to new position and changed to bigger size after every third reinstallation.

Finally the bearing saddle was machined too and measu-rements were taken for production of a temporary thick-walled white metal bearing. These measurements were sent to a factory in South Korea and after three weeks a tem-porary bearing was produced. The production of the per-manent tin-aluminum bearing took place six months after repairs have been done.
Needless to say that other bearings and complete LO sys-tem suffered due to huge amount of bearing metal and steel in the system. The LO system had to be thoroughly flushed (special filter cartridges were manufactured and installed into the bypass LO filter for flushing procedure), LO cooler was dismantled and cleaned, LO pumps were overhauled, all (main, crankpin and crosshead) journals were polished, all bearings were replaced and the turbocharger was over-hauled as well.
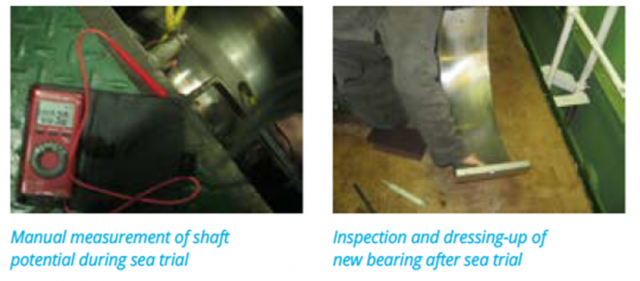
After completion of repairs, the vessel sailed for a sea trial with further dismantling and inspection of new main bearing.
During a route cause analysis it was determined that spark erosion caused the damage. This erosion occurs, when in-sufficient grounding of propeller shaft provided by shaft earthing device. In this case shaft potential discharged trough thinnest gap between crankshaft and main bearings – it is the lower shell. Thus lower shell wears quickly and top clearance of the bearing increases. The bigger top clea-rance – the more oil flows into the crankcase from upper part of the bearing and the less oil admits to lower shell. In addition, spark erosion increases roughness of the journal and bearing, which will lead to local overheating due to ab-sence of an oil film. In certain moment’s lack of oil and local overheating’s could lead to loose of bearing metal parts and bearing destruction develops dramatically fast.
We hope that you understand from this article, how important such a simple device (shaft earthing) is.
Thank you for your attention!